We use cookies to make your experience better. To comply with the new e-Privacy directive, we need to ask for your consent to set the cookies. Learn more.
Choosing a Router


Whatever the model or type of router you choose, the basic operating principle is always the same.
It is essentially a high revving motor into the end of which you fit a variety of shaped cutters or ‘bits’, all of which are held securely in a precision collet.
However, it can be very confusing trying to decide which particular router is the one for you and the first time buyer can easily become bewildered by the vast array of models on offer.
Unfortunately, because of its very versatility, there is no such thing as a single perfect router and you may have to accept some degree of compromise, depending on the range of applications you have in mind. Provided you remember the indisputable adage that you get what you pay for, you should not be disappointed.
The cost of a specific router will always indicate the quality of the engineering and materials that have gone into its manufacture.

A smaller, lightweight machine will do some jobs just as well as larger ones, but with much easier handling characteristics, and allow better visibility and control of the cutter.

This financial criteria is therefore one of the best to provide you with reassurance about the expected performance and long-term reliability of a particular model.
For instance, the armature on a good quality router will have been balanced after manufacture by careful machining so that it runs really smoothly and without any vibration at high speed.
Impressive looking routers at greatly reduced prices may not have had any of this quality control and inspection.
So don’t always judge a machine by its visible features, as much depends on what you cannot see within the casing. Also, be aware that this is one occasion when buying the biggest is not necessarily the best.
A really powerful and heavy duty machine may boast an impressive specification, but when you try and guide it along a delicate piece of edge moulding, or use it in an elevated position, then the size and weight may make it very cumbersome to handle.

The larger routers are normally reserved for heavier applications, such as cutting worktops, deep channelling and stair trenching, and for situations that require it to be mounted under a router table.
The smaller light and medium duty models are better suited for hand-held use, but beware of compromising too much, or you will end up buying a model that doesn’t do either job particularly well.
It is inevitable that if you are even remotely serious about woodworking, then you will end up with more than one router and probably several, so a smaller but good quality model is probably your best starting point.
Remember too, that at some time in the future your router may need servicing or repairing, in which case you need to know who and where this can be done. Trend Customer Service team can always help with Trend machines.
Once you start looking round for a router, you will notice huge differences in the type and positioning of switches, plunge locks, depth gauges etc, all factors that determine the ease of handling of the router and which may affect your specific application.

The other consideration is whether there is a range of accessories available to further enhance your router’s use. Although cutters are interchangeable, the main machine accessories are often made for a specific model so make sure you buy into a system that will expand with your needs.
Fortunately, there is now a range of independent manufacturers who supply a vast array of useful accessories and jigs that fit almost all makes and models. You’ll find a huge range on this website.
It also helps to buy from a reputable dealer who has been trained and approved by the router manufacturer. Such dealers can offer you a choice of models to suit your budget, as well as giving a reliable back-up service for spares and accessories.
So before you finally commit yourself, do try and find the opportunity to actually try out as many different models as possible. This is much easier these days, as many tool dealers and manufacturers host open days and shows, or offer specialist tuition courses where you can gain real ‘hands on’ experience.
Router classification
Types of Router


There are currently two styles of router available, either fixed base or plunge.
As the plunge router has overwhelming advantages compared to a fixed base model, this section is entirely devoted to the use of plunge models, used in both portable mode and when mounted under a router table.
Early machines were all of the fixed base type, where the base clamps firmly to the body of the detachable motor forming a rigid unit.
Depth of cut is achieved by releasing the motor in the base, sliding it up or down, then re-clamping.These routers have more limitations than the plunge type, particularly when you have to start a cut in the middle of a piece of work.
Some hybrid routers have interchangeable bases allowing you to work in either plunge or fixed base mode. A fixed base router is more dangerous to use, as the cutter is always exposed below the base. Today, the majority of routers sold into the European market are of the plunge type.
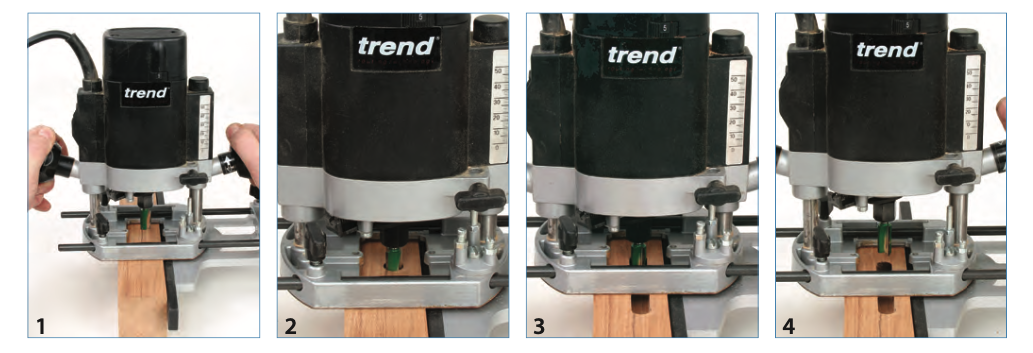
These have the motor mounted on a spring-loaded base which allows the cutter to be plunged into the work at the start of the cut 1& 2, and then retracted safely back into the base at the end 3 & 4.
This plunge mechanism ensures that the cutter enters and leaves the work at 90° leaving a clean and square cut. The depth of plunge can be controlled with a series of pre-set stops and the depth is easily locked with either a dedicated lever or by twisting one of the handles.
Power and Capacity
Routers are usually classified by their power and the maximum collet capacity they will accept. e.g. 750 watt, 1/4” shank or 1800 watt, 1/2” shank.
Power is by far the most important factor that will determine how the router performs. It is measured either in Horsepower (HP) or in watts (w). There are 746 watts to one horsepower. The power quoted on the machine label is usually just the input power which is not what is delivered at the cutting edge.

It is the output figure that actually represents the power available for cutting, once any friction has been overcome. From this it is apparent that the better the quality of manufacture the smaller the difference will be between the input and output figures and the more efficient the router will be.
Power will also determine how easily the rotational speed of the cutter is maintained under load. As soon as the motor starts slowing, the peripheral speed will drop and the resultant finish will suffer. More power means less speed variation under load and therefore cleaner cutting.
The maximum speed at which these machines operate varies between 10,000 and 32,000 rpm. The high speed is an important factor in routing, as it is this that is relied upon to produce the quality and precision of the finish, rather than out and out power, as would be the case with stationary machines with large heavy motors. Because of this, you will find that many of the higher-powered routers actually run at lower speeds, the lower-powered models needing this high-speed factor to compensate for the lack of power. It is also worth remembering that the power output from any power tool isn't the same as its power input. The output often is as little as 55 to 65 per cent of the input.
The standard and quality of manufacture, and the price paid, will be reflected in the efficiency with which the router can utilise the input power, and how much is wasted in transmission. The price will also reflect the quality and precision of standard accessories such as side fences and fine height adjusters supplied with the tool as well as the tool itself.
For the beginner wishing to attempt a range of household projects, such as simple furniture construction, a router of fewer than 1000 watts will limit the type of work you can undertake and the size of cutters you can use. A lower wattage router will also slow you down because the amount of material you can actually remove during each cut will be limited, as will the speed you can feed the router into the material.
Having settled on a particular power, the operator has to work within that envelope, but can control how the power is delivered by varying the size of the cut, the feed speed and of course by using only very sharp cutters.
Collet capacity is another useful indicator of a router’s capabilities. The most universal sizes are 1/4” and 1/2”, though 6mm, 8mm, 3/8” and 12mm are also available.
Only heavy duty routers are designed to take the 3/8”, 12mm and 1/2” shank cutters, the lighter duty models being restricted to 1/4” or 8mm. There is of course no problem fitting a smaller collet into a heavy duty router, but you cannot fit a bigger collet into a small router.
It would perhaps be useful to break this huge range of power down into distinct classifications and give an indication as to uses within the group.
The diameter of the cutter shank determines how strong it will be. A large diameter cutter mounted on a thin shank will be weaker and more susceptible to higher flexing and bending stresses.

Types of Routers
Heavy Duty Routers

These are usually rated around 2000 watts and are suitable for all cutter shank diameters up to 1/2”, though the sheer power and high torque may lead to cutter failure if you start using small shank cutters carelessly.
They are suitable for the production of joinery components such as doors and frames, structural framing, staircases and general building work.
Although they can safely be used, hand-held routers of this power tend to be large and heavy which makes them unwieldy and awkward to handle in portable mode.
Heavy duty routers are therefore ideally suited for use inverted in a router table or in an overhead stand and this is actually essential when using some of the large diameter cutters.
Medium Duty Routers

With input ratings between 750 and 1200 watts, these routers will accept only the smaller collets, usually 1/4” but sometimes up to 8mm.
They are suitable for general furniture construction, cabinet making, and decorative moulding and inlay work.
The majority of DIY projects will be covered by a router of this size and they are powerful enough for use in machining centres or specialised jigs.
Light Duty Routers

This category covers the input range between 400 and 750 watts, and their lower power restricts these routers to 1/4” collets.
They should only ever be used with cutters up to a maximum of 30 mm diameter, but then only for light cuts. Their small size makes them very easy to control for intricate trimming jobs, particularly if they can be guided using grips on the router base.
Many light duty routers have a removable plunge base which allows the motor to be used separately, or for fitting into a drill press for overhead routing and drilling applications.
The motor collar is normally a standard size of 43 mm to allow for this. Although being lower on power there is a definite place for these routers in the workshop.
Their very lightness makes them suitable for fine and intricate work such as inlaying, as well as veneer and laminate trimming, the motor body can also be used hand-held for carving operations.
Short runs of basic moulding, grooving or rebating are possible, provided the router is used sensibly and not overloaded.
Laminate Trimmers

These are essentially a light duty router, but modified solely for trimming purposes in the construction of laminate faced furniture.
However, they are still a precision tool with various types of non-plunge bases which have micro adjustments for cutting depth, roller guides for circular work, and riser plates or skis for vertical and horizontal laminate edge trimming.
Laminate trimmers are designed for use with smaller diameter cutters, their input ratings are around the 500 watt mark with just a single speed.
Micro Routers

These are usually high speed modelling drills mounted in specially designed plunge base. With a power output around 200 watts they are ideal for fine hand craft operations like carving, drilling and grinding.
Many of the micro routers use a chuck rather than a collet system to hold the unique range of cutters designed for such miniature work.
Click below to learn more about the range
Features and controls
Most routers share the same broad range of features and controls, all of which are designed to help you operate the machine both accurately and safely. However, the layout and ease of operation of these controls does vary enormously from router to router and you will find some arrangements suit you better than others. Factors such as the size of your hand, grip strength and whether you are left or right handed can make a tremendous difference to the handling when you are using the router.
For this reason it may be best to get a ‘hands on’ test of a router before you finally buy it. If all the controls are easy to operate you will then be able to concentrate fully on the work, rather than battle with the switch or plunge lock.
Variable Speed Control
The router operates at very high spindle speeds in order to produce a clean and precise surface finish.
The ideal is a peripheral speed on the cutter of around 1000 metres per minute, which necessitates spindle speeds in excess of 20,000 rpm for smaller cutters.
Large diameter cutters have a far higher peripheral speed than smaller ones, so in order to maintain the correct and safe cutting speed, it is necessary to have some control over the spindle speed.
Cutters that are run too fast will burn both the wood and themselves. Conversely, those that are run too slowly will also leave a poor finish and may even snatch at the work.

Most manufacturers now offer their routers with built-in electronic variable speed control, which allows the spindle speed to be adjusted to suit the cutter in use, and/or the type of material being cut.
Early variable speed controls were very simple but prone to failure, and many lost power at low speeds.
Modern electronic controllers now incorporate load compensation systems that allow the pre-set spindle speed to be monitored and automatically compensates for any change in speed as the load on the cutter varies.

As well as providing a much more uniform finish on the work, the ‘soft start’ and smooth running characteristics of this type of control reduces the initial jerk experienced when starting up a high speed motor.
The motor gradually ramps up to full speed rather than instantaneously kicking in at full revs. This makes it far more comfortable to work with in comparison to a single speed machine and also reduces the stress on both motor and bearings.
The control for speed is usually a simple rotary dial, which shows several speed positions. You will have to find the actual speed for each position by looking in the router handbook, as they all vary.
Some machines may actually have it marked on the motor body. In reality, experience will soon allow you to make adjustments whilst you work, as the precise speed is not critical provided the finish is good and the cutter is not burning the material.
Armature, Field Coil, Bearings & Carbons
The armature is the rotating coil of the electric motor, which is wound on the motor spindle. The spindle is machined to take the collet and nut to hold the cutter. Some routers have a deeper hole in the armature, which allows longer cutters to be inserted.
The field coil is the stationary electric coil that creates the opposing magnetic field to cause the armature to rotate.
The spindle is mounted in a pair of bearing races to help it run smoothly. They are carefully aligned and firmly seated in the motor housing. Sealed bearings are packed with grease and (if the tool is not abused) should require no maintenance. Although they should have a life expectancy of at least 100 hours of running time. It is worth checking them regularly for play and, if necessary, replacing them.
Two carbon brushes are fitted which run against the commutator under light spring pressure. Excess sparking is usually an indication that the brushes have worn and need replacing. Please note carbon brush motors should only be run 20 minutes in every hour.

Side Handles
These are used to steady and manoeuvre the router during a cut and must therefore be comfortable to grip. On smaller routers they are usually simple round knobs, but on larger, more powerful machines they tend to be elongated. This helps to control the gyroscopic effect of the spinning motor, which tries to turn the router in the operator’s hands when it is lifted out of a cut.
Some machines may also allow you to adjust the orientation of their handles for maximum comfort. D shaped main handles are easy to use and make the router very controllable, but this arrangement tends to be restricted to fixed base routers only. There is some debate as to the positioning of the side handles. Having them low down on the router body gives you much better control for hand work, but in this position they may possibly interfere if you start using the router along a straightedge or in some jigs.
Better routers have both the plunge lock and on/off switch built into the side handles, so as well as providing a comfortable grip for guiding the router, these handles have to be shaped to allow easy access to these controls.

Plunge Lock & Columns

This locks the movement of the spring loaded router body on the plunge bars to determine the depth of cut. As the router is often plunged into the work at the beginning of a cut, it is important that the lock lever can be operated easily without pushing the router off line as you do so.
Every manufacturer has their own design of plunge lock, with some being very much easier to use than others. There are three main variations of lock mechanism:
1) A separate lever
2) A latch built into the handle
3) A twist lock on one of the side handles
The latter two options are the easiest to operate, particularly if you are trying to adjust the router mid cut. Try them all out and make sure you find one that suits you.
The plunge columns allow the router to plunge accurately down to enter the cutter into the work at 90 degrees. Return springs lift the motor housing to ensure that the cutter is retracted from the cut when the operation is complete. These columns should be kept clean and lightly oiled to ensure a smooth plunge action.
Routers with a longer plunge, such as Trend's T10/T11 or T12/T14, will allow the user to achieve greater depth (up to 80 mm), particularly useful when routing deep mortises.

On/Off Switch
Router switches vary almost as much as the plunge lock types, but whatever the design, it is vital that it is easily accessible without removing your hand from the side handle. For this reason, switches that are actually built into the handle are best and those that incorporate a safety lock-off button are better still. These require you to operate the side button before the router can be switched on and therefore prevent the possibility of accidental starting if you pick up the machine carelessly, or knock it as you put it down on the bench.
The ‘dead man’ switch that requires continual holding to operate may seem a safer option, but can become tiring for long runs and awkward if you want to use the router mounted under a table. In this case you have to hold it on using a separate trigger lock and then operate the machine via the safety switch on the table.
Also, some operations may require you to change hands part way through a cut, for example when circle cutting. In which case, the router will stop and restart if you are using a dead man switch and this may leave a distinct cutter mark or burn unless you are very careful.

More conventional switches include toggle or slide switches, usually shielded against accidental knocking on, but do make sure you can access this type of switch and operate it with one finger. You should not have to change your grip to operate the on/off switch.
Depth Stop
On a plunge router it is essential to have a depth stop that can be preset for your maximum cut. On cheaper routers this is just a simple rod with a crude graduated scale. Although these are effective, care should be taken with the scale, as it can bear no relation to the amount of cutter projection.
Better routers allow you to zero out the depth scale with the bit touching the work surface before you start. These then give you a true reading for the depth of plunge, rather than a comparative one.
Some form of micro-adjustment built into the depth stop is useful if you are making precise cuts, for example when inlaying. In this case, a geared adjustment mechanism which incorporates a vernier or dial gauge makes accurate setting a simple process without having to physically measure the amount of cutter projection.
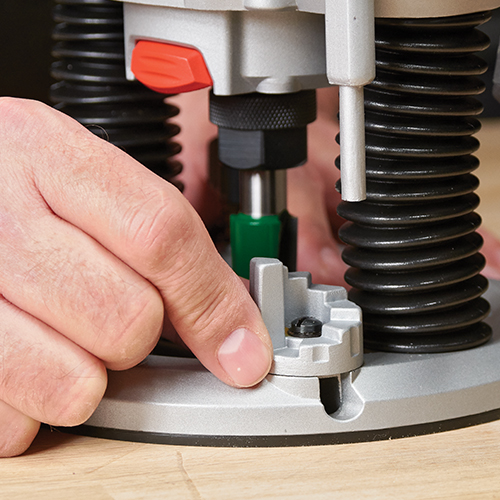
Most routers use the depth stop in conjunction with a multi-position turret, which allows several depths to be preset. This allows quick resetting of the cutting depth when routing in stages, or for stepped recessing for cabinet fittings. The turret simply rotates on a ‘click’ location stud to line up under the depth stop, each tower of the turret being individually adjustable for height.
Fine Height Adjuster
A fine height adjuster accessory is one of the most useful accessories for a router. The adjuster for the T5 allows for fine cutter height adjustment when used on a dovetail jig or a router table. The fine height adjuster is fitted to the tallest stud on the turret stop while the router is plunged down. Some routers, such as the T10E, have what is called an adjustable return stop and nut fitted onto a stud that is connected to the router base plate. The fine height adjuster is sometimes fitted in place of the nut on the stud.
The Trend T11 & T14 router is supplied with a 'Quick Raiser' fine height adjuster so that when the router is fitted in a router table, the router height can be adjusted from above or below the table surface. This makes table routing much easier. One revolution of the handle equals 1.5mm of height adjustment.


Some routers already have a fine height adjuster built in to the body of the machine, but if not, there is probably one available as an accessory, they just fit onto one of the turrets of the depth stop.
They are essential for making precise adjustments, particularly when the router is mounted under a table and you will not be able to use some of the additional jigs, like the dovetailer, without one.
Spindle Lock
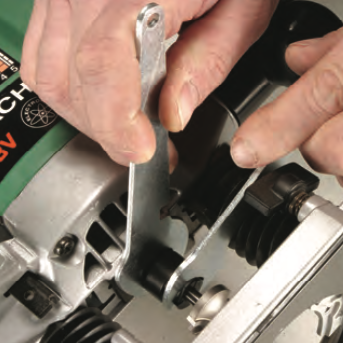
For fitting or removing cutters it is necessary to hold the spindle still whilst operating the collet.
Older routers had no provision for locking the spindle, so cutter changing required the use of two spanners, one to hold the spindle, the other to operate the collet.
Newer machines now incorporate a sliding spindle lock that allows much easier and quicker cutter changing, requiring only a single spanner.
Top Vent

Air is pulled into the ventilation intake slots to cool the motor and bearings. These slots (or grilles) should be kept clear while the router is running to maintain a flow of air.
Always ensure that chips and other waste are kept away to prevent them from being sucked into the router.
The top vent guards and protects the top bearing and armature commutator but, if separate from the body moulding, can be occasionally removed to clear dust and inspect or change the carbon brushes.
Dust Extraction

Dust extraction has become quite an issue with all modern power tools and it is particularly important on a router. Cheaper machines usually have some form of detachable hood fitted, which although made of clear plastic does restrict visibility of the cut and sometimes interferes with cutter changing.
The dust spout on the hood needs to be attached to a suitable vacuum extractor via a flexible hose, which can make the set-up slightly cumbersome.
There are a few professional routers with built in extraction ports, taking the dust out through an enlarged plunge column. These are much more convenient to use but this is reflected in the cost of the router.
Side-Fence
Your router should come with a side-fence that acts as a guide for making grooves, rebates or moulding cuts parallel to the edge of straight-sided work pieces.
The quality and construction of these fences seems to vary enormously, from plain but adequate ones, to very sophisticated versions.
For precise work, the side-fence should be fitted with a micro adjuster and the faces should be adjustable to allow the cutter aperture to be closed up for maximum support.
If you feel your router fence is a let down compared with the rest of the machine, there are several very good quality independently made fences that are available to fit virtually all makes and models, but although excellent, these are often very expensive.
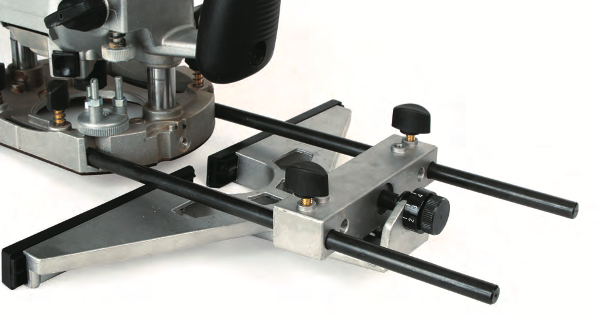

The side fence body slides on the rods to position the router from the edge guide. The rods are locked in position with the thumbscrews. The Trend T5E, T10, T11, T12 & T14 routers also have a micro adjuster incorporated into the fence to allow for fine adjustment when positioning the cutter on the work.
Extra-long 500mm long rods are available in both 8mm and 10mm sizes, to increase side fence reach.
Base Plate
The baseplate is another important component of the router. It must be strong enough to take the vertical plunge columns and is machined to take a range of accessories like the side-fence, template bushes and dust extraction hood. The actual shape of the base is not critical, some are completely round, whilst others have one or two flat faces.
However it is vital that the baseplate is concentric to the cutter, to allow you to guide the router against a straightedge or jig. The size of the central hole is another important consideration. Obviously the bigger this is, the larger the cutter you can fit, provided it is within the power envelope of the router.
A large cutter opening will also allow better visibility of the cutting edge during a cut.
However, if the cutter opening is too big, there may be problems with regard to support when you are working with narrow stock, or on the corner of boards.


A large base opening should have the facility to mount a reduction plate so standard guide bushes can be fitted for template operations.
The plastic sub-base should be replaceable as it will inevitably wear or chip, and as it is the datum of the whole routing process, it must be in good condition at all times.
You will often need to attach your own shop made sub-bases to fit jigs or templates, or you may wish to fit the router under a table, so the base needs to be drilled and tapped to accommodate these requirements.
Once again, every manufacturer seems to have their own system for this but Trend have developed their own base configuration, (TBC) which other manufacturers now seem to be adopting.
This allows you to fit a whole range of jigs and accessories without having to keep drilling and tapping the base yourself. If your machine is not TBC, you can buy a universal sub-base called a Unibaseto convert it. This then affords the utmost versatility for fixing accessories and guide bushes to virtually any make or model of router.
Guide Bush Mounting Points
Template guide bushes can be fitted to most routers and are used to guide the cutter when using a template or jig. The Trend T10, T11, T12 &T14 routers have adjustable centring plates, which enable the guide bush to be centred on the router spindle using a line-up pin that is fitted into the collet. This line up pin is then used to centre the 30mm guide bush.
Trend uses the Euro-style of guide bush and has the largest selection of guide bushes available with sizes ranging from 7.74mm to 40mm in diameter. Euro style guide bushes will fit a wide range of different makes of router directly that have a 60mm recess.
Alternatively, a circular sub-base Trend ref UNIBASE can be fitted to a router to accept the guide bushes. This sub-base includes a line up bush and pin to ensure guide bush to cutter accuracy.

Collets
Cutters are held in the end of the router spindle using a precision ground collet which is machined to take one specific shank diameter only. The collets are available in both metric and imperial internal sizes to suit the range of available cutter shank diameters. Being so size specific, you will have to change the collet to suit each shank. In the UK the common collet sizes are 1/4” and 1/2” whereas the rest of central Europe have settled on 6mm, 8mm and 12mm as the standard.
Generally, your router will be supplied with one or more collets appropriate to its capacity. Wherever possible, buy spares and replacements from the original manufacturer or from a specialist routing supplier. Always choose top quality collets as cheap substitutes can cause irreversible damage to both the router and the cutter shank.
There are many different designs of collet, each with its own method of gripping the cutter. The better the quality of collet the better the alignment of the cutter will be.




Remember that a tiny amount of eccentricity on a cutter revolving in excess of 20,000 rpm will set up significant vibration. As well as being uncomfortable to use, this will affect the long term life of the router bearings and a poor quality collet may well cause the router bit to cut oversize and will also have a detrimental effect on the quality of finish.
For maximum support the collet needs to have as big as possible surface area in contact with the cutter shank. This is the key to the whole business of cutter security and will prevent any suggestion of cutter ‘creep’, where the cutter gradually moves in the collet during use.
Compare the collet sizes from a budget router and a top of the range model to see the difference. The better quality one is at least twice the length of the other and it goes without saying what the effects will be as regards bit holding, leverage and consequent vibration. The best collets are made from high quality tempered sprung steel that will withstand constant tightening and un-tightening.
Softer, poor quality collets will quickly wear to a ‘bell mouth’ that reduces both alignment and grip and in extreme cases may allow the cutter to spin in the collet, which will damage both the cutter and the collet. The number of slits in the collet has quite a bearing on its ability to grip. Collets with just a few slits cannot provide a uniform grip on the shank and often won’t release the cutter properly.
This problem is exacerbated by the use of poor quality cutters, which may have wide tolerances in their shank diameter. The consequent uneven pressure will mark or burr the cutter shank, leading to other problems.
Multi slit collets have an equal number of slits machined alternatively from the top and bottom edges. This produces a flexible cage that grips the cutter shank with firm, even pressure around the full circumference of the shank.

Collet Systems

There are effectively three types of collet, the simplest of which is the one piece system. This screwed collet fits directly into the armature of the motor, the tapered housing squeezing down on the collet as you tighten up. But it does have some limitations, not the least of which is that any damage to the collet also damages the motor spindle so repairs can be expensive.
A more common system is the two piece collet which uses a separate locknut to compress the collet down onto the cutter shank. This is probably the most common system on the lower specification routers and is quite adequate provided you treat it with care. Better machines will have a full length collet with its tightening nut permanently held in place.
These are typically made from top quality steel with multiple, long slits for maximum cutter security, and have the advantage that they will release the cutter from the collet as you un-tighten.
This often causes confusion because it actually works via a double lock system. This means that when you first un-tighten the locking nut, the cutter remains firmly in place and the unwary start trying to force it out.
In fact you have to keep unscrewing the nut until it goes tight again and then use a spanner for a second time to finally release the cutter. This is by far the best system when you get used to it and reduces any tendency for the cutters to jam in the collet.


Good quality collets are not cheap, but you can convert a big collet to a smaller one using a tubular reducing sleeve, often described as bushing up the shank.
Although these are more economical than the cost of a new collet they often fail to grip the shank securely and can result in cutter misalignment.
Collet extensions allow the cutter to protrude further from the base of the router and increase the depth of cut, particularly when mounted in an inverted router table.
However unless the extension is machined to an extremely high standard, it is unlikely to hold the cutter in true alignment to the spindle axis and may cause vibration. So only use them where absolutely necessary.
Spare Parts & Repairs
Another consideration when choosing a router is what is the warranty period, and the after-sales support available. Trend professional tools have a 3-year warranty, plus Trend offers a full range of spares from stock.
Furthermore, spare parts drawings and wiring diagrams and full instruction manuals are all available as downloads from the website. The Trend website also includes links to a wide range of online product videos. Trend prides itself on excellent customer service, technical support and availability of spares and accessories. There is also an online technical support service on their website too.

Click below to learn more about our router range
Related Videos
Bearing Guided Cutter Video
T10 & T11 Router Test Review